The Paper Bag Tuber Machine represents a significant advancement in modern packaging technology, designed to efficiently produce tubular-shaped paper bags for various industries. This machine integrates forming, filling, and sealing processes, enabling high-speed, automated production of eco-friendly packaging solutions. Below is a comprehensive overview of its structure, functionality, applications, and technological innovations.
1. Structure and Working Principle
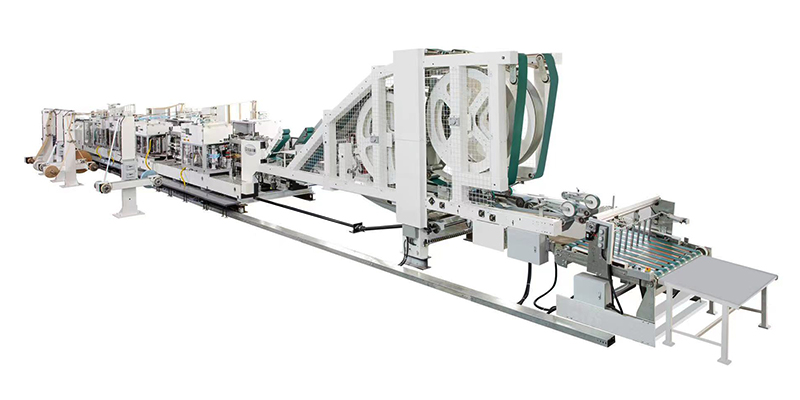
A Paper Bag Tuber Machine typically consists of the following components:
- Material Unwinding System: Unrolls the packaging material (e.g., biodegradable films, paper, or composites) from a roll.
- Tubular Forming Unit: Shapes the flat material into a continuous tube using a forming collar or mandrel.
- Vertical Sealing Mechanism: Utilizes heat or ultrasonic technology to create a longitudinal seal along the tube.
- Filling and Cutting System: Automatically fills the tubular bag with products (e.g., food, powders) and cuts it to the desired length.
- Transverse Sealing Unit: Seals the top and bottom of the bag, often incorporating servo-driven precision for consistent results.
The process begins with the material being fed into the forming unit, where it is shaped into a tube. The longitudinal seal is applied, and the tube is filled with the product. Finally, transverse seals are made, and the bag is separated, ready for distribution.
2. Key Technological Features
- Ultrasonic Sealing: Advanced models employ ultrasonic welding to seal thin films (as low as 30µm) without heat, reducing energy consumption and minimizing material waste.
- High-Speed Automation: Equipped with PLC (Programmable Logic Controller) and servo motors, these machines achieve speeds of up to 50–100 bags per minute, with precise length control (±1mm).
- Modular Design: Compatible with retrofitting into existing vertical form-fill-seal (VFFS) systems, enhancing flexibility for diverse packaging needs.
- Anti-Bending Structure: Reinforced frames and cooling systems ensure stability during high-speed operation, maintaining seal integrity even under stress.
- Eco-Friendly Adaptability: Supports biodegradable materials, aligning with global sustainability trends.
3. Applications
Paper Bag Tuber Machines are widely used in:
- Food Packaging: For salads, frozen vegetables, and snacks, where airtight seals and hygiene are critical.
- Retail and Apparel: Producing garment bags with self-adhesive strips for clothing, accessories, and promotional items.
- Industrial Products: Packaging powders, granules, or small mechanical parts in durable tubular bags.
- Customized Advertising Bags: Printing high-resolution logos or patterns directly on bags for brand promotion.
4. Advantages Over Traditional Methods
- Reduced Labor Costs: Fully automated processes eliminate manual handling, cutting labor requirements by up to 70%.
- Enhanced Precision: Servo-driven systems and optical sensors ensure consistent bag dimensions and print alignment.
- Energy Efficiency: Ultrasonic sealing consumes less power compared to conventional heat sealing.
- Versatility: Capable of handling diverse materials, including recyclable paper, non-woven fabrics, and laminates.
5. Innovations and Future Trends
Recent advancements include:
- IoT Integration: Real-time monitoring of machine performance and predictive maintenance via cloud-based systems.
- 5G Connectivity: Enabling faster data exchange for adaptive production lines in smart factories.
- Hybrid Material Compatibility: Development of machines that seamlessly switch between paper, bioplastics, and composites.
Conclusion
The Paper Bag Tuber Machine exemplifies the intersection of automation, sustainability, and precision engineering. By leveraging technologies like ultrasonic sealing and IoT-enabled controls, it addresses the growing demand for efficient, eco-conscious packaging solutions across industries. As consumer preferences shift toward biodegradable options, this machine is poised to play a pivotal role in the future of packaging innovation.