In the modern industrial landscape, the packaging of chemical products demands precision, durability, and safety. A Chemical Paper Bag Machine is a specialized piece of equipment designed to automate the production of paper bags tailored for storing and transporting chemicals. These machines are critical in industries such as agriculture, pharmaceuticals, construction, and manufacturing, where chemicals like fertilizers, resins, dyes, and powders require secure, leak-proof, and eco-friendly packaging solutions. This article explores the functionality, components, and advantages of Chemical Paper Bag Machines, highlighting their role in enhancing efficiency and sustainability.
1. What is a Chemical Paper Bag Machine?
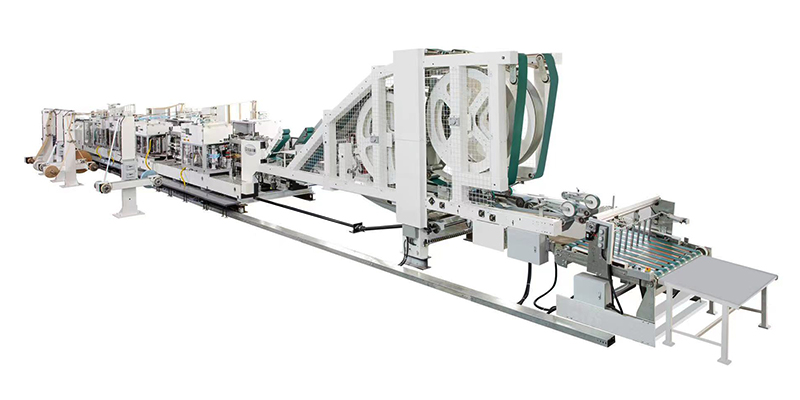
A Chemical Paper Bag Machine is an automated system that manufactures multi-layered paper bags specifically engineered to handle chemical substances. Unlike standard paper bags, chemical paper bags are reinforced with additional layers, coatings, or laminations to resist moisture, corrosion, and leakage. The machine streamlines the entire bag-making process—from cutting and folding paper rolls to printing, sealing, and adding features like valves or liners—ensuring high-speed production with minimal human intervention.
2. Key Components and Workflow
The machine integrates several subsystems to produce robust chemical-resistant bags:
- Unwinding Unit: Feeds high-strength kraft paper (often 2–4 plies) into the system. The paper may be pre-coated with water-resistant or chemical-resistant materials.
- Printing Unit: Applies product information, branding, or safety labels using flexographic or offset printing.
- Bottom Forming Section: Folds and glues the base of the bag to create a flat or gusseted bottom for stability.
- Valve Attachment (Optional): Adds a spout or valve for controlled filling of powdered or granular chemicals.
- Lamination Unit: Bonds additional layers, such as polyethylene (PE) or aluminum foil, for enhanced barrier properties.
- Cutting and Sealing: Cuts the paper into precise lengths and seals the sides with adhesive or heat.
- Automated Stacking: Collects finished bags for packaging and dispatch.
3. Applications of Chemical Paper Bags
Chemical paper bags are indispensable for:
- Agricultural Chemicals: Packaging fertilizers, pesticides, and herbicides.
- Industrial Powders: Transporting dyes, pigments, cement additives, or silica.
- Pharmaceuticals: Storing bulk raw materials in a contamination-free environment.
- Food-Grade Chemicals: Safely packaging additives like citric acid or baking soda.
The bags are designed to meet international safety standards (e.g., UN-certified for hazardous materials) and often feature tamper-evident seals or UV-resistant coatings.
4. Advantages of Chemical Paper Bag Machines
- Durability: Produces bags resistant to tearing, moisture, and chemical reactions.
- Sustainability: Uses recyclable or biodegradable materials, reducing plastic waste.
- Cost-Efficiency: High-speed production (up to 120 bags per minute) lowers labor and material costs.
- Customization: Adjustable parameters for size, ply count, and printing accommodate diverse client needs.
- Safety: Ensures airtight seals and structural integrity to prevent spills or exposure.
5. Technological Innovations
Modern Chemical Paper Bag Machines incorporate IoT-enabled sensors and programmable logic controllers (PLCs) for real-time monitoring of parameters like glue temperature, tension, and alignment. Advanced models also support hybrid materials, such as paper-PP woven fabric composites, for extreme durability.
6. Environmental Impact
By replacing plastic packaging with paper-based alternatives, these machines align with global sustainability goals. Many manufacturers now use FSC-certified paper and water-based adhesives to further minimize environmental footprints.
Conclusion
The Chemical Paper Bag Machine represents a fusion of engineering excellence and ecological responsibility. It addresses the unique challenges of chemical packaging while supporting industries in transitioning toward greener practices. As demand for safe, efficient, and sustainable packaging grows, these machines will remain pivotal in shaping the future of chemical logistics and storage.
For businesses seeking to optimize their packaging lines, investing in a high-quality Chemical Paper Bag Machine is not just a operational upgrade—it’s a commitment to safety, efficiency, and environmental stewardship.