In the construction and packaging industries, cement paper bags remain a critical component for the safe storage, transportation, and handling of cement and similar powdered materials. The production of these bags relies on specialized machinery known as cement paper bag machines. These machines are engineered to automate and streamline the manufacturing process, ensuring high efficiency, durability, and consistency in the final product. This article explores the functionality, key components, advantages, and applications of cement paper bag machines.
How Cement Paper Bag Machines Work
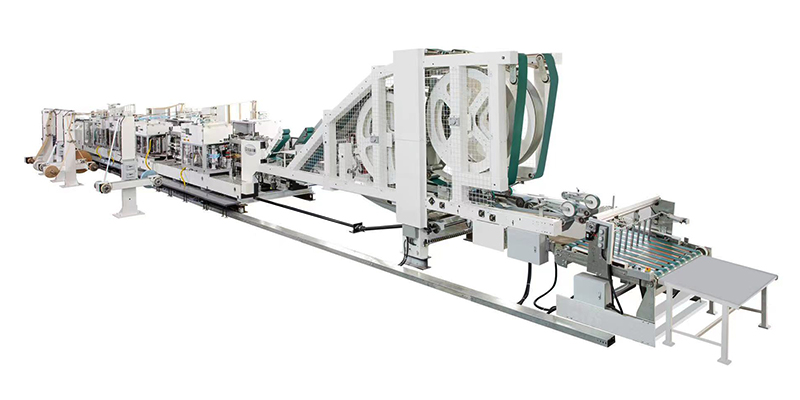
Cement paper bag machines are designed to transform rolls of kraft paper into multi-layered, valve-type bags capable of withstanding heavy loads and harsh handling. The process typically involves the following stages:
- Paper Feeding: Rolls of kraft paper (often 3-5 layers for strength) are fed into the machine.
- Tube Formation: The paper is cut, folded, and glued into a tubular structure.
- Bottom Sealing: The bottom of the tube is sealed using heat or adhesive to create a flat or gusseted base.
- Valve Attachment: A valve is inserted to facilitate controlled filling and prevent dust leakage.
- Printing and Drying: Optional printing units add branding or product information, followed by drying systems.
- Cutting and Stacking: The continuous tube is cut into individual bags, which are then counted and stacked for packaging.
Modern machines often integrate programmable logic controllers (PLCs) and sensors to optimize precision and reduce material waste.
Key Components of Cement Paper Bag Machines
- Unwinders: Hold and feed paper rolls into the machine.
- Gluing System: Applies adhesive to seal seams and layers.
- Forming Shoulders: Shape the paper into tubes.
- Valve Insertion Unit: Attaches the filling valve securely.
- Cutting Mechanism: Precision blades for cutting bags to specified lengths.
- Control Panel: User-friendly interface for adjusting parameters like speed, length, and glue quantity.
Advantages of Cement Paper Bag Machines
- High Efficiency: Capable of producing 80–150 bags per minute, depending on the model.
- Cost-Effective: Reduces labor costs and minimizes material waste through automation.
- Durability: Produces multi-ply bags with reinforced seams, ideal for heavy-duty use.
- Eco-Friendly: Supports the use of recyclable kraft paper, aligning with sustainability goals.
- Customization: Adjustable settings allow for variations in bag size, valve type, and print designs.
Applications Beyond Cement
While primarily used for cement packaging, these machines are also adaptable for producing bags for:
- Construction Materials: Gypsum, sand, lime.
- Chemicals: Fertilizers, pigments, powdered detergents.
- Food Industry: Flour, sugar, and other dry goods (with food-grade paper).
Market Trends and Innovations
The global demand for cement paper bags is driven by infrastructure growth in emerging economies and stricter regulations on plastic packaging. Innovations in cement paper bag machinery include:
- Energy-Efficient Designs: Reduced power consumption.
- IoT Integration: Remote monitoring and predictive maintenance.
- Advanced Materials: Water-resistant coatings and hybrid paper-plastic laminates.
Conclusion
Cement paper bag machines are indispensable in modern packaging lines, combining speed, reliability, and environmental responsibility. As industries prioritize sustainable practices, the evolution of these machines will continue to focus on enhancing automation, reducing carbon footprints, and expanding their application scope. Investing in advanced cement paper bag machinery not only boosts production capacity but also positions businesses to meet the growing demands of a dynamic global market.
This technology exemplifies how industrial innovation can align economic efficiency with ecological stewardship, ensuring a competitive edge in the packaging sector.